品质保证
Mobile menu全过程质量控制简介
1 新进原料到厂后,经仓库管理员通知实验室取样测试。实验室根据随料材质单,对原料进行基本物理性能检测。检测合格后,记入T6软件中的进料检验记录表中。
2 经检测合格的原材料入库待用,检测不合格的原材料按照不合格原料的相关规定处理,不得投入生产使用。
3 在生产过程中,严格按照相关标准对产品质量进行跟踪检验。检验形式由生产班组自检和品质保证部专人检验相结合。其主要检验项目有,产品表观性能,结构尺寸(壁厚,长度)检验。对检验合格的表观成品直接进入产品性能检测流程。对表观及结构尺寸不符合要求的产品直接报废。
4 经现场检验合格的表观成品,必需按照标准的出厂项目要求,进行综合性能检测。检验合格的产品,由品质保证部签发产品入库通知单。对于检测不合格的产品,品质保证部给生产车间下发不合格通知单。生产车间应根据产品不合格通知单中的不合格项目,及时分析,排查原因,及时解决。对于已经生产出的不合格产品按照不合格产品处理办法进行处理。
5 对生产工艺,原料配方有较大变化时,必须先按照相关标谁,进行综合测试。经各方面测试合格后,方可投入批量生产。
6 为了便于质量管理,使产品质量具有可追溯性。生产部门应根据产品规格,工艺配方制定相应的批号管理制度。并进行存档管理。
7 产品送检制度
7.1 公司有下列情况之一,应向当地或国家质量检验监督机构进行产品送检。
7.1.1 产品结构,材料,工艺等稳定时,至少每两年送检一次。
7.1.2 新产品试制定型或老产品转厂生产时。
7.1.3 当结构,材料,工艺有较大变动可能影响产品性能时。
7.1.4 产品长期停产重新恢复生产时。
7.1.5 出厂检验结果与上次送检检验结果有较大差异时。
7.1.6 国家质量监督检验机构提出进行送检要求时。
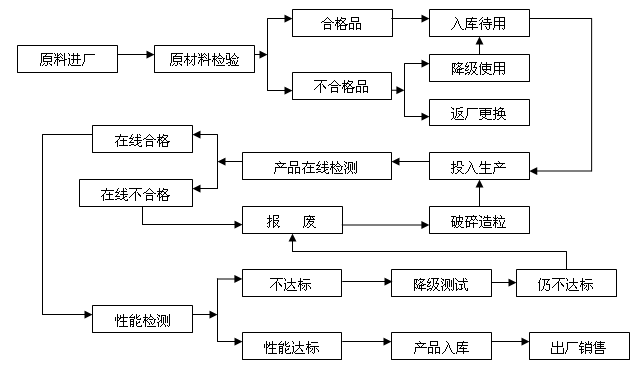
8 流程简介图: